发布时间:2023-03-07
发布时间:2023-03-07
 来源:中科电气
来源:中科电气
 浏览量:2005
浏览量:2005
一.项目简介
本项目采用在原有T型中间包基初上设计的感应加热中间包的结构形式,采用变频电源控制双感应加热线圈和双通道多出口结构加热技术,实现低过热度恒温浇铸,铸坯均质化,从而提高铸坯质量;该项目2020年上线投用。
连铸机主要参数:
|
序号 |
项目 |
参数 |
|
1 |
钢种 |
重轨钢 低碳钢 中碳合金等 |
|
2 |
铸坯断面(mm) |
280*380 |
|
3 |
钢包浇铸周期 |
48min/包 |
|
4 |
铸机流数 |
六机六流 |
|
5 |
中间罐******容量 |
~40T |
|
6 |
钢包容量 |
~150T |
|
7 |
拉速 |
0.62-0.67m/min |
|
8 |
年产量 |
~120万吨 |
二.设备系统构成
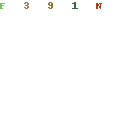
1. 感应加热中间包
组成:感应加热中间包、绝缘材料包底法兰连接螺栓、非磁性保护筒及连接螺栓、非磁性保护筒绝缘板、双通道多出口流钢通道等;
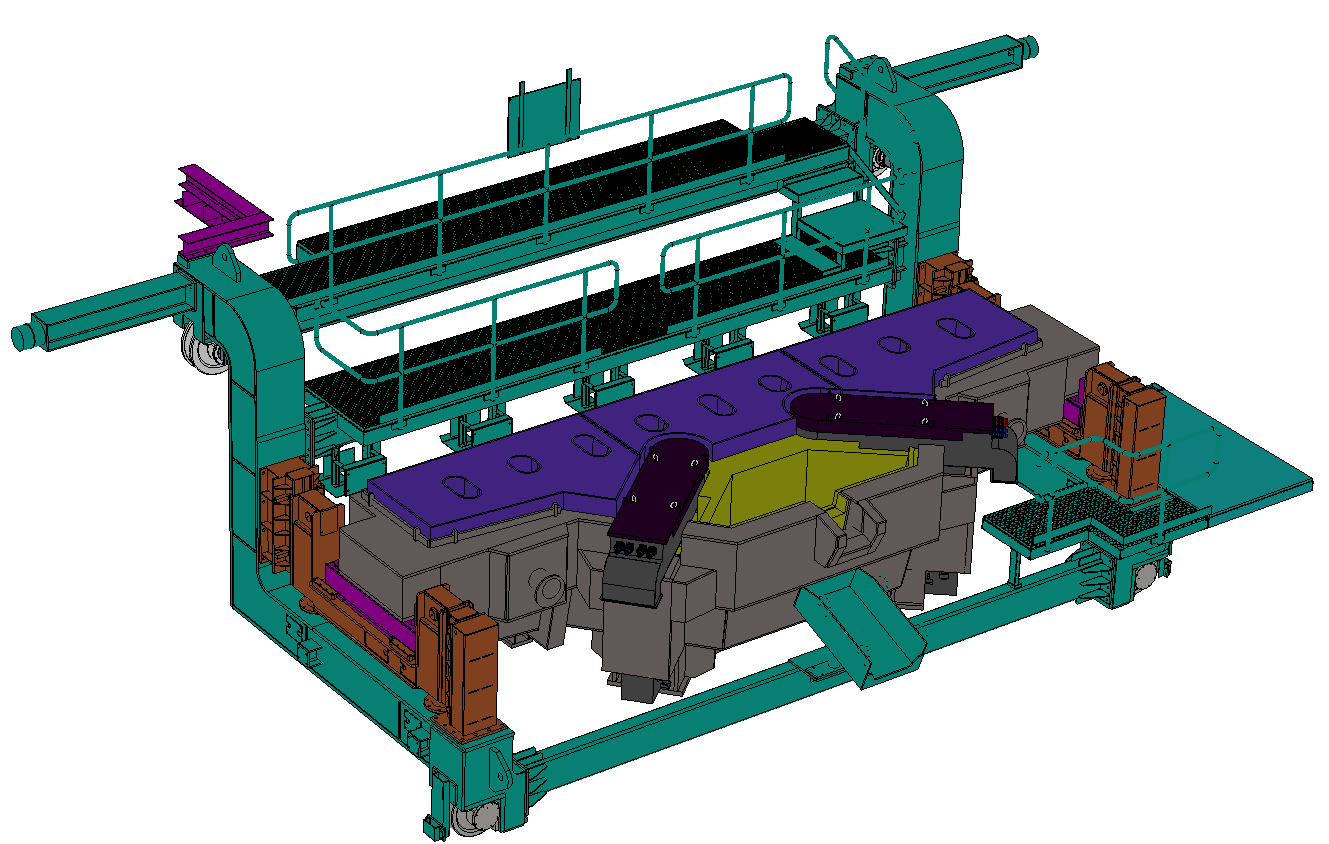
加热中间包设备布置示意图
2. 感应加热装置
加热线圈外形图
组成:感应器本体(含上铁芯,下铁芯)、电缆快速连接器、感应器专用吊具、控制电缆航空插座、感应器上、下铁芯存放架等。
3.变频电源系统
组成:进线高压开关柜、出线高压开关柜、移相变压器柜、系统控制柜、功率单元柜、EPS电源柜、电容补偿柜。
4.远程监控系统

远程操作及监控画面
组成:信号采集箱、控制程序及软件、远程工控机、中继端子箱等;
5.复合冷却系统
组成:冷却系统泵座、冷却系统分流管架、制水机、不锈管硬管及软管、水系统现场操作柜、冷却风机、风机电源操作箱、风管及软风道等。
三.项目使用效果
感应加热包温度控制效果:
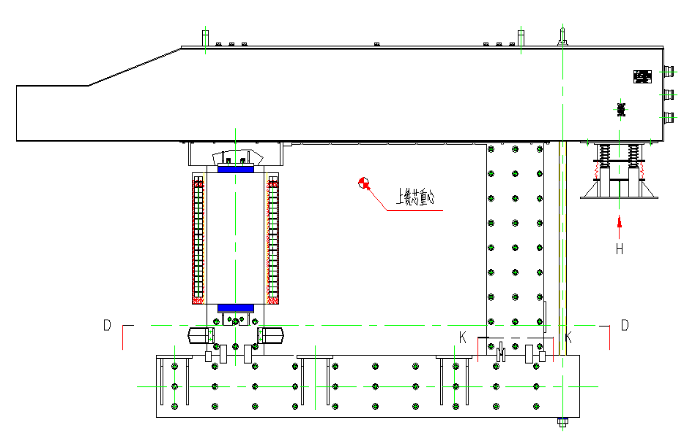
功率投入的大小、时间、功率投入和钢种的关系,以及大包钢水的温度配合等,需要生产来摸索规律,以最终确定加热模型。典型的中间包钢水的温度曲线如下:
图1未使用感应加热部分炉次加热曲线
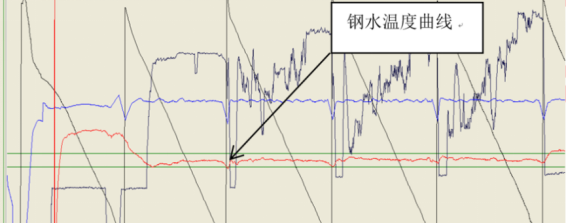
图2 使用感应加热部分炉次温度曲线
1、除开始浇注时,由于中间包的温度影响而有所下降外,整个连浇过程钢水的温度可以控制在±3℃。
2、实现低过热度浇铸,尤其是需要低过热度浇铸的钢种。
3、单包连续加热时间大于900min,实现加热连浇换包,满足连续生产需求。
4、在使用感应加热包正常浇次下,在原有基初上小于20um的夹杂物数量降低10%。
四.感应加热项目现场设备
1. 使前准备上线时的感应加热包

2. 浇铸中的感应加热包

3. 使用加热包下线后

4. 加热包投用时的远程监控画面

5. 现场变频电源柜

6. 现场感应加热线圈存放区域

7. 现场风机操作箱及信号采集箱

8. 感应加热中间包耐材砌筑现场






Online message
0730-8688899