.png)
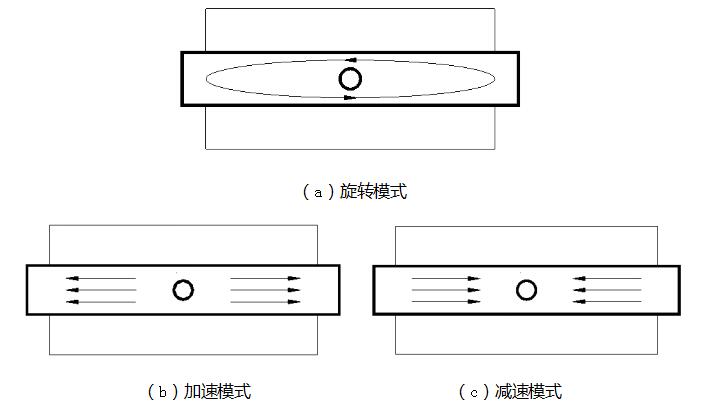
使用对象:低碳/低合金钢、或小断面/高拉速,需要使用减速模式。
沙钢板坯多模式弯月面电磁搅拌及控流系统
1、主要生产设备参数
连铸机:双流直弧形板坯连铸机
弧半径:8m
拉速:0.8-1.7m/min
结晶器铜板长:900mm
断面:220mm×(8500~1600)mm。
2、主要钢种
热轧板、冷轧板、冷锌板等
3、电磁搅拌辊
型号:DCMT-16022NZ
额定电流:800A
安装位置:结晶器区
4、现场安装图






Online message
0730-8688899